Dans le cadre de ses activités, Pastificio Della Mamma a fait l'investissement en 2010 d'une nouvelle installation de production de froid. Celle-ci a été installée dans le but de faire face aux besoins croissants de l'entreprise en froid mais également dans le cadre de la législation visant à supprimer progressivement l'utilisation du HCFC R22, nuisible à la couche d'ozone, comme gaz réfrigérant (encore utilisé au sein de l'entreprise dans d'anciennes centrales de froid).
Ce projet était l'occasion de mettre en place une solution optimisée énergétiquement. Une attention particulière a donc été portée par le bureau d'études à la rédaction des spécificités et du cahier des charges du projet ainsi qu'à la vérification de sa mise en oeuvre.
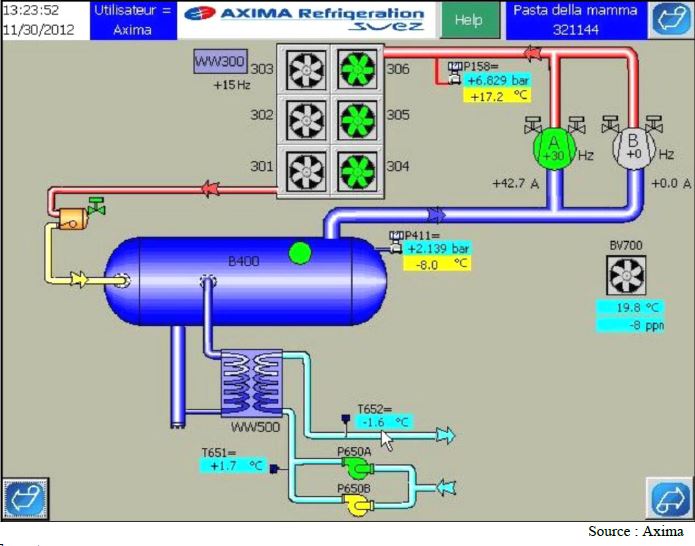
Données de l'installation
La solution retenue a été une production de froid, avec de l'ammoniac comme gaz réfrigérant, refroidissant un fluide intermédiaire (de l'eau glycolée) utilisé pour alimenter les différents consommateurs de l'entreprise (chambres froides, machines, zones de production).
Choix de l'ammoniac comme gaz réfrigérant, avantages et inconvénients :
| Avantages | Inconvénient |
| Gaz naturel, neutre pour la couche ozone avec un faible PRG (Potentiel de Réchauffement Global). | Gaz toxique, inflammable, nécessitant des précautions importantes lors de la conception (matériaux utilisés, équipements de sécurité?) et de la manipulation. |
| Sa chaleur spécifique est plus importante que les réfrigérants « classiques » disponibles, le rendement de la centrale de froid s'en trouve donc amélioré (le coefficient de performance est amélioré d'une valeur proche de 1 par rapport à un réfrigérant comme le R404). | |
| Économie annuelle | Économie annuelle d'énergie primaire |
| Rentabilité liée à l'utilisation de l'ammoniac plutôt que le réfrigérant R404 dans le cadre d'une nouvelle centrale de froid | 48 000 kWh | 96 000 kWhp |
Source : Navitas
Optimisation de la production de froid
Au niveau des compresseurs
La quantité de froid devant être produite par l'installation doit s'adapter en permanence aux besoins des différents consommateurs de l'entreprise. Pour ce faire, il est nécessaire de pouvoir faire varier la charge de froid produite.
L'utilisation de 2 compresseurs (de puissance identique) et la variation de vitesse de ces compresseurs par variateur de fréquence ont été retenus afin de permettre cette adaptation.
Cette solution permet une grande flexibilité dans la production tout en offrant un rendement optimisé et, par conséquent, une réduction de consommation électrique des compresseurs. La pointe de courant générée lors du démarrage de tels compresseurs s'en trouve également réduite ce qui est bénéfique à la facturation de la pointe quart horaire de l'électricité consommée par l'entreprise.
Au niveau du condenseur à air
Dans la nouvelle centrale, la température de condensation du gaz réfrigérant est régulée en fonction de la température extérieure.
La pression et la température du gaz étant liées, au plus la température est basse dans le condenseur, au plus la pression sera basse également. L'effort que devra fournir le compresseur s'en trouvera donc réduit (son rapport de compression diminuant) et donc sa consommation électrique.
Ainsi, en période froide, la température de condensation sera plus basse, entraînant une amélioration de l'efficacité énergétique.
| Economie annuelle | Economie annuelle d'éneegie primaire |
| Evaluation du gain d'énergie lié à l'adaptation de la pression de condensation à la température extérieure | 53 600 kWh | 107 200 kWhp |
Optimisation de la distribution de froid
La distribution du froid dans l'ensemble de l'entreprise s'effectue par un circuit d'eau glycolée.
Afin d'adapter la puissance développée par les pompes au débit demandé par le circuit (les consommateurs), ces dernières sont équipées de variateurs de fréquence.
L'isolation des conduites du circuit d'eau glycolée a été particulièrement soignée; cela pour des raisons évidentes de déperditions thermiques mais également pour éviter les phénomènes de condensation et de corrosion que peuvent présenter ce type de distribution.
Optimisations au niveau des échangeurs
Les différents échangeurs de l'installation (eau glycolée air, eau glycolée eau de process) sont dimensionnés afin de permettre un faible delta de température entre l'eau glycolée et le milieu refroidi. Ceci permet de travailler avec une température d'eau glycolée plus élevée, entraînant un fonctionnement moindre du compresseur.
Technique
2 compresseurs GEA Grasso 410 - 140kW Condenseur Guntner Pompes primaires Wilo |  |
Le saviez-vous ? »
Diminuer la température de condensation d'un groupe de froid de 1°C permet un gain de consommation électrique des compresseurs de l'ordre de 3%.
 facilitateur.info
facilitateur.info