1. Introduction
De nombreux sécheurs fonctionnent à l'air chaud. Cet air est obtenu soit par chauffage indirect soit par chauffage direct. Le chauffage indirect consiste à réchauffer l'air de séchage au moyen d'une "batterie de chauffe" c'est-à-dire un échangeur de chaleur alimenté en vapeur, en eau chaude ou en huile thermique. Le chauffage indirect est parfois réalisé au moyen d'un échangeur "gaz comburés / air de séchage", le côté primaire de l'échangeur étant alors alimenté par des gaz comburés provenant d'un brûleur. Le chauffage direct consiste quant à lui, à réchauffer l'air au moyen d'un brûleur, souvent au gaz naturel, dont les produits de combustion se mélangent au flux d'air de séchage. Dans ce dernier cas, nous n'avons plus affaire, à proprement parler, à de l'air chaud mais bien à des gaz comburés fortement dilués par l'air de séchage.
Par souci de concision, nous ne parlerons ici que "d'air de séchage" même s'il s'agit souvent de gaz comburés dilués. En effet, en chauffage direct, la dilution des gaz est généralement fort élevée ce qui permet de voir les choses comme si l'on avait affaire à de l'air humide. Cela revient à ignorer qu'une partie de l'oxygène est remplacé par du CO2 et qu'une partie de l'humidité de l'air provient, non pas du produit à sécher, mais bien de l'oxydation de l'hydrogène du gaz naturel. Cette approximation n'a pas de conséquence significative sur les principes évoqués ici.
Le présent article a pour objet d'attirer l'attention sur les principes qui régissent la consommation d'énergie d'un sécheur à air chaud. Nous allons examiner les conséquences d'une évolution du schéma de principe d'un sécheur à air chaud, de ceci :
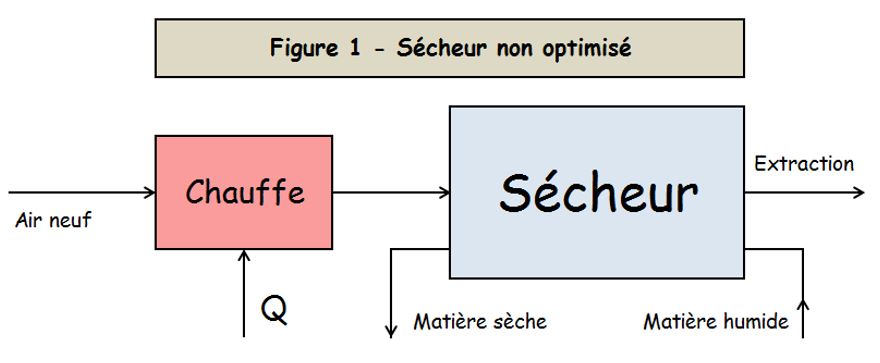
vers cela :
L'action calorifique Q est celle exercée sur l'air de séchage pour le porter et le maintenir à la température requise. Cette action calorifique est donc soit celle d'un échangeur (chauffage indirect) soit celle d'un brûleur (chauffage direct).
Nous allons examiner ce qui détermine principalement la consommation d'énergie liée à l'action calorifique Q. On devine immédiatement que la quantité d'air neuf (et donc d'air extrait) joue un rôle déterminant sur cette consommation. Dans le processus de séchage, l'air chaud a deux fonctions intimement liées : provoquer l'évaporation de l'eau à la surface du produit et évacuer cette eau à l'extérieur du sécheur.
Pour examiner cela de plus près, nous faisons successivement :
· un rappel didactique concernant l'air humide car l'une des clés de la réduction de la consommation d'énergie passe par la compréhension du rôle précis de l'air chaud et humide dans le processus de séchage;
· un exposé des principes qui régissent le séchage à l'air chaud;
· une analyse des conséquences de la recirculation de l'air humide sur sa capacité de séchage;
· une approche succincte de l'incidence de la récupération de chaleur sur l'air extrait.
2. L'air humide
2.1. Pression partielle
L'air sec est composé, en fractions volumiques, d'environ 21% d'oxygène (O2), 78.1% d'azote (N2) et 0.9% d'argon (Ar). L'air humide est un mélange d'air sec et de vapeur d'eau (H2O). Aux conditions de pression et de température qui nous occupent, ce mélange se comporte quasiment comme un gaz parfait : les différentes molécules "s'ignorent l'une l'autre" et la pression totale du mélange est égale à la somme des pressions partielles de chacun des composants : l'oxygène, l'azote, l'argon et la vapeur d'eau. La pression partielle d'un des composants du mélange est la pression qu'il aurait s'il occupait seul le volume réservé à ce mélange. C'est aussi la concentration volumique de ce composant dans le mélange.
2.2. Courbe de saturation de l'eau et humidité
Commençons par examiner une propriété de l'eau : "la saturation". En présence l'une de l'autre, la vapeur d'eau et l'eau liquide coexistent spontanément à l'équilibre thermodynamique. Ceci implique qu'il n'existe, à une température donnée, qu'une seule pression d'équilibre. Cette relation entre la température et la pression d'équilibre thermodynamique est appelée "courbe de saturation" de l'eau. On dit aussi que la "pression de vapeur saturante" ou la "pression de saturation" est la pression à laquelle, pour une température donnée, le système fermé liquide-vapeur est en équilibre c'est-à-dire que le flux d'évaporation à la surface de l'eau liquide est égal au flux de condensation de vapeur sur cette même surface.
La courbe de saturation de l'eau est la suivante :
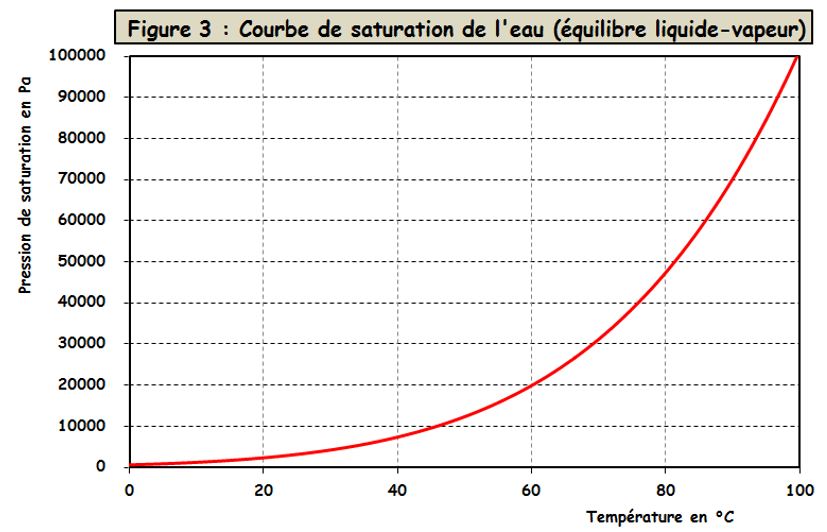
Un point bien connu de cette courbe est celui correspondant à la pression atmosphérique (101325 Pascal (Pa) = 1013.25 mbar = 1.01325 bar = 1 atm.) pour laquelle la température d'ébullition de l'eau est de 100°C. Bien sûr cette courbe se prolonge au-delà de 100°C et ce, jusqu'au point critique (environ 374°C et 221 bar) mais, pour ce qui concerne l'air de séchage (la pression totale est voisine de 1 atm.), la partie inférieure de la courbe de saturation suffit.
Pour mieux comprendre les observations qui vont suivre, on peut aussi permuter les axes de pression et de température :
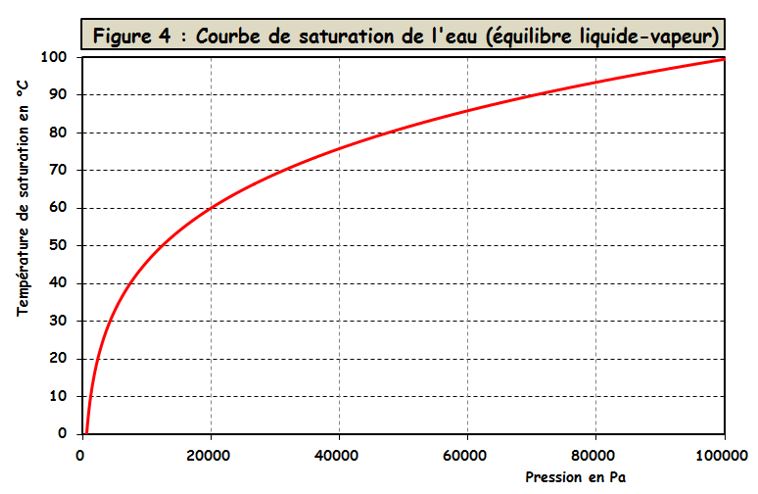
On voit par exemple que la pression de saturation à 60°C est d'environ 20000 Pa ou 0.2 bar.
La vapeur d'eau se comporte dans l'air comme si elle ignorait la présence de celui-ci. Mais l'air sec contribue à la pression totale par la somme des pressions partielles de l'oxygène, de l'azote et de l'argon. La vapeur d'eau fait le complément de pression partielle pour atteindre la pression totale régnante dans le sécheur, pression qui est en générale très proche de celle de l'atmosphère.
L'humidité relative de l'air "?" est, par définition, le rapport de la pression partielle "pv" de la vapeur d'eau présente dans l'air à la pression de saturation "psat." de la vapeur d'eau à la température du mélange, c'est-à-dire de l'air humide :
? = Humidité Relative = pv / psat.
C'est donc un nombre compris entre 0 et 1 qu'on exprime généralement en % ou "%HR" pour signifier qu'il s'agit de % d'humidité relative.
Par exemple, à 60°C, la pression de saturation de la vapeur d'eau est de 20000 Pa et si la pression partielle de la vapeur d'eau en présence n'est que de 12000 Pa, cela signifie que l'humidité relative de l'air est de 12000 / 20000 = 0.60 = 60%HR.
Si l'on augmente alors la quantité de vapeur d'eau présente dans l'air, la pression partielle de celle-ci augmentera aussi. Lorsque la pression partielle de la vapeur atteint la pression de saturation correspondante à la température du mélange, on dit que l'air est saturé (de vapeur d'eau). Il n'est plus possible d'ajouter de la vapeur d'eau dans l'air sans que des gouttes d'eau liquide ne se forment pour préserver l'équilibre thermodynamique dont il est question ci-avant. On dit que l'air est saturé ou qu'on a atteint le "point de rosée" de l'air humide. A noter que cette notion de "saturation de l'air" n'est pas une propriété de l'air mais bien une propriété de l'eau puisque la pression partielle de vapeur qui y correspond est tout simplement celle de la courbe de saturation de l'eau. Il s'agit de situer la pression partielle de la vapeur par rapport à l'équilibre eau-vapeur et non par rapport à une caractéristique de l'air. Ce n'est donc pas, à proprement parler, l'air qui est saturé mais bien la vapeur qui est "saturante" à la pression partielle qu'elle subit au sein du mélange air-vapeur.
Une situation typique où l'on atteint le point de rosée est celle du refroidissement de l'air pendant la nuit. Durant la journée, l'air se réchauffe et l'humidité du sol s'évapore. L'air étant "chaud", il peut contenir beaucoup de vapeur d'eau puisque la pression de saturation augmente avec la température : elle est par exemple de 1400 Pa à 12°C. Par contre, au milieu de la nuit, l'air se refroidit et il ne peut donc plus contenir autant de vapeur d'eau : par exemple à 5°C, la pression de saturation chute à 1000 Pa. Ainsi, si l'humidité relative de l'air était de 80% en fin de journée, cela signifie que la pression partielle de la vapeur d'eau était de 0.80 x 1400 = 1120 Pa et donc, lorsque la température chute, la pression de saturation chute progressivement de 1400 Pa en fin de journée à 1000 Pa au milieu de la nuit. Il arrive donc un point où la pression de saturation passe en dessous de 1120 Pa et, à ce moment, il se forme de la rosée sur le sol (qui est le premier à se refroidir, surtout lorsque le ciel est découvert).
L'humidité de l'air s'exprime aussi de manière absolue c'est-à-dire non plus par rapport à la courbe de saturation de l'eau mais bien en gramme ou en kilogramme de vapeur d'eau par kg d'air sec. L'humidité absolue "x" est donc, par définition :
x = Humidité Absolue = masse de vapeur d'eau / 1 kg d'air sec.
On peut démontrer qu'il existe une relation simple entre l'humidité absolue x et la pression partielle de la vapeur d'eau dans l'air (p étant la pression totale du mélange, pv étant la pression partielle de la vapeur d'eau) :
x = 0.622 (pv / (p - pv)).
On a vu par exemple qu'à 60°C, la pression de saturation de la vapeur d'eau est de 20000 Pa. Ainsi, si l'humidité relative est de 60%, la pression partielle de la vapeur est de 12000 Pa, (0.60 x 20000) et l'humidité absolue s'élève à :
x = 0.622 (12000 / (101325 - 12000)) = 0.084 kg de vapeur d'eau / kg d'air sec.
Ainsi, d'une manière générale, comme la pression partielle pv de la vapeur est reliée à la pression de saturation via la définition de l'humidité relative ?, on obtient :
x = 0.622 (? psat. / (p - ? psat.)).
Lorsque l'air est saturé, l'humidité relative ? vaut 1 et cette relation se réduit à :
x = 0.622 (psat. / (p - psat.)).
et, en sortant psat. de cette dernière expression, il vient :
psat. = x p / (0.622 + x).
Cette relation montre que, la pression totale p étant fixée (1 atm.), il existe une relation simple entre l'humidité absolue et la pression de saturation de l'air humide. Par exemple, de l'air qui contient 100 g d'eau par kg d'air sec (x = 0.100 kg d'H2O / kg d'air sec), implique que la pression de saturation de la vapeur d'eau qu'il contient soit de 0.1 x 101325 / (0.622 + 0.1) = 14000 Pa. Cette pression de saturation correspond (voir courbe de saturation de la vapeur d'eau) à une température de saturation de 52.6°C.
Pour chaque valeur de l'humidité absolue x, on peut donc déduire la pression de saturation puis la température de saturation correspondante et tracer la courbe suivante :
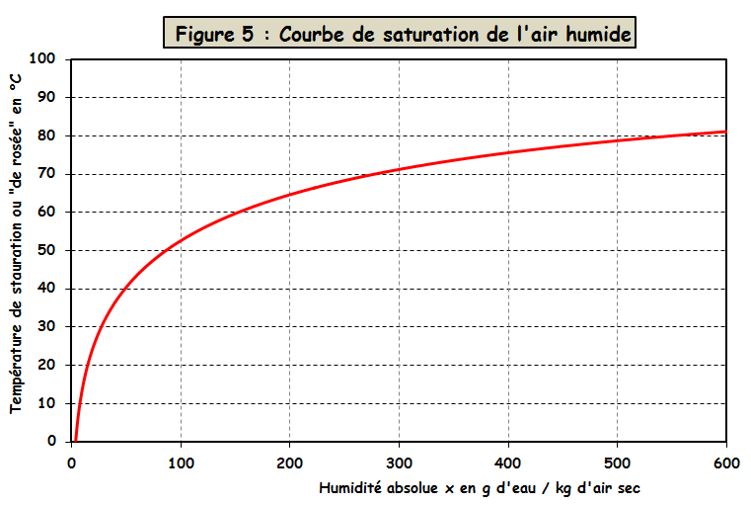
Ce n'est rien d'autre que la courbe de saturation de la vapeur d'eau, illustrée à la figure 4, mais où l'on a converti l'échelle de température (l'axe des abscisses) en une échelle d'humidité absolue. Cette courbe n'est pas une propriété de l'air (que la vapeur "ignore") mais pourtant elle exprime la limite de la quantité de vapeur d'eau que l'air peut contenir à une température donnée; température qui est évidemment la même pour l'air et la vapeur qu'il contient. L'ordonnée de ce graphique est aussi la température de rosée correspondante à une humidité absolue x donnée. A cette température, on ne peut plus ajouter de vapeur d'eau dans l'air sans former de la rosée.
Cette courbe montre par exemple :
· qu'à 20°C, 1 kg d'air ne peut pas contenir plus de 15 g de vapeur d'eau;
· qu'à 60°C, 1 kg d'air peut contenir au maximum 150 g de vapeur d'eau;
· qu'à 80°C, 1 kg d'air peut contenir jusqu'à 550 g de vapeur d'eau.
2.3. Diagramme de l'air humide
Pour étudier les questions relatives à l'air humide, on a établi un diagramme qui regroupe toutes les caractéristiques thermodynamiques de l'air humide qu'on l'appelle diagramme "psychrométrique". Ce diagramme existe sous deux formes, équivalentes quant aux informations qu'elles fournissent, mais différentes dans les conventions prises pour le tracer :
· le diagramme dit de "Carrier" : abscisse = t°, ordonnée = humidité absolue;
· le diagramme dit de "Mollier" : abscisse = humidité absolue; ordonnée = enthalpie.
L'enthalpie exprime la quantité d'énergie contenue dans l'air humide. Par convention, on l'exprime généralement en kilo-Joule (kJ) par kg d'air sec étant entendu que l'enthalpie ainsi exprimée inclut l'énergie de la vapeur d'eau que contient l'air. Le kg d'air sec ne sert que de référence commune au calcul des enthalpies. Le fait de raisonner pour 1 kg d'air sec simplifie beaucoup les choses dès l'instant où il peut y avoir condensation et évaporation d'eau. En effet, dans ce cas, la quantité d'air ne varie pas tandis que seule la quantité d'eau contenue dans l'air varie.
Nous ferons appel ici au diagramme de Mollier (qu'on appelle aussi diagramme "h, x"), celui de Carrier étant le plus souvent utilisé pour les études relatives au conditionnement d'air. Voici le diagramme de Mollier établi pour de larges plages d'humidité et de température :
La construction de ce diagramme est quelque peu étrange dans la mesure où elle a été imaginée pour que les "courbes" de même enthalpie (les "isenthalpiques") soient en fait des droites. Les principales conséquences de ce choix sont :
· que les isenthalpiques sont des obliques "tombantes";
· que les isothermes (température constante) sont aussi des droites mais qu'elles sont légèrement "montantes" et divergentes l'une par rapport à l'autre;
· que tout se passe finalement comme si l'axe des ordonnées n'est strictement ni celui de la température ni celui de l'enthalpie mais que, comme la chaleur massique ("Cp") de l'air sec vaut quasiment 1 kJ/kgK, cet axe peut servir à repérer à la fois les isothermes et les isenthalpiques, de manière identique (voir l'échelle de gauche le long de laquelle l'air est sec (x = 0 g d'H2O / kg d'air sec)).
Les courbes de même humidité relative sont tracées en rouge dans le diagramme. L'une d'elles, celle correspondante à la saturation (100 %HR, en rouge plus gras) est en tout point similaire à la courbe que nous avons mise en évidence sur la figure 5 et, encore une fois, celle-ci caractérise une propriété de l'eau et non une propriété de l'air. Lorsque l'humidité absolue tend vers l'infini, la courbe de saturation tend évidemment vers 100°C c'est-à-dire que l'isotherme 100°C constitue son asymptote quasi-horizontale (p = 1 atm.). A pression atmosphérique, dès que l'air est à plus de 100°C, il peut théoriquement contenir une quantité infinie de vapeur d'eau.
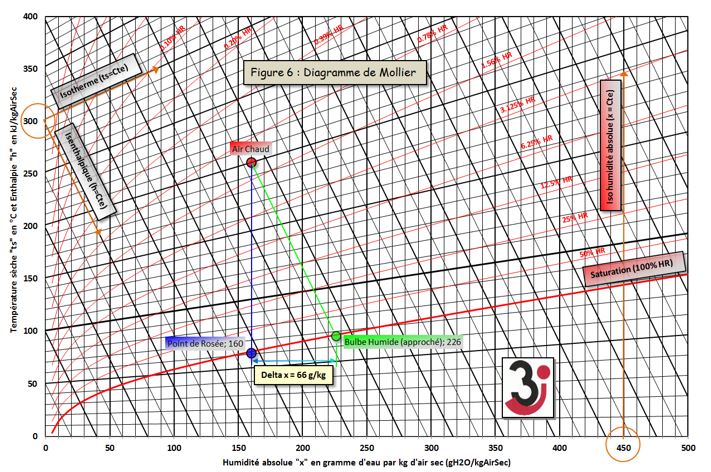
Prenons par exemple de l'air de séchage qui est chauffé à 200°C (ts = t° dite "sèche", c'est la t° qu'affiche un thermomètre dont le bulbe est sec) et dont l'humidité absolue est x = 160 g de vapeur d'eau par kg d'air sec (point rouge du diagramme).
Le diagramme de Mollier permet de déduire que :
· l'enthalpie du mélange est d'environ 660 kJ/kg d'air sec (il y a 100 kJ d'écart entre deux isenthalpiques grasses);
· l'humidité relative de l'air est de l'ordre de 1.3% seulement : on est donc loin de la saturation puisque ça veut dire que la pression partielle de la vapeur n'est que de 1.3% de la pression de saturation de la vapeur d'eau à 200°C;
· que la température de rosée de cet air qui contient 160 g de vapeur d'eau par kg d'air sec est de 61°C (point bleu du diagramme). Cette information pouvait déjà être lue sur la figure 5 ci-avant.
Vient alors une dernière notion importante pour comprendre le mécanisme de séchage à l'air chaud et la manière dont on peut réduire la consommation d'énergie en agissant sur la quantité d'air extrait. C'est la "température de bulbe humide", que nous introduisons au paragraphe suivant.
3. Le séchage convectif à l'air chaud
Dans le diagramme de Mollier, on a vu que l'enthalpie de l'air à 200°C et 160 g/kg d'air sec est de 660 kJ/kg d'air sec. Imaginons une goutte d'eau froide (par exemple à 15°C) qui tombe dans cet air chaud et humide.
Dans un premier temps, comme la goutte est initialement à une température inférieure à la température de rosée de l'air, elle provoque la condensation de vapeur d'eau à sa surface et elle grossit. Comme la vapeur d'eau qui se condense libère sa chaleur latente (2500 kJ/kg), cette chaleur se transmet au sein de la goutte qui se réchauffe. A noter que le fait que l'air soit plus chaud que la goutte contribue aussi, par convection, au réchauffement de celle-ci.
La condensation se prolonge jusqu'au moment où la goutte atteint la température de rosée soit les 61°C déterminés précédemment.
Passé les 61°C, comme l'air est toujours plus chaud que la goutte d'eau, cette dernière continue de se réchauffer par convection mais une partie de la chaleur transmise de l' air à la goutte va servir à évaporer l'eau à la surface de celle-ci. La goutte se réchauffe donc moins vite que si elle ne s'évaporait pas.
On constate alors que la température de la goutte se stabilise à une certaine valeur "th" qui est ici de 67°C. La goutte continue à s'évaporer mais sa température ne bouge plus. Tout se passe comme si la goutte s'était "arrêtée" au point vert du diagramme de Mollier. Le processus se termine enfin quand la goutte est complètement évaporée.
Que s'est-il passé ?
Tant que la goutte est à une température inférieure à la température de rosée, l'air qui vient la "lécher" cède la vapeur d'eau qui se condense ("l'eau sèche l'air").
Dès que la goutte atteint une température supérieure à la température de rosée, l'air qui vient la "lécher" prend l'eau dont il provoque l'évaporation ("l'air sèche l'eau").
En première approximation, on peut considérer que l'air qui lèche la goutte a la même enthalpie que l'air loin de celle-ci puisque, entre les deux, rien ne vient donner ou prendre de l'énergie à l'air humide : le séchage est un "processus isenthalpique". Or, dans notre diagramme, l'isenthalpique 660 kJ/kg est la droite inclinée verte : lorsque la température diminue, l'enthalpie est conservée car l'humidité augmente simultanément. L'air cède sa chaleur sensible à l'eau qui lui rétrocède la même quantité d'énergie via la chaleur latente de la vapeur d'eau emportée. C'est pourquoi l'enthalpie de l'air au contact de la goutte est identique à celle de l'air chaud loin de celle-ci. Ainsi, l'air qui lèche la goutte atteint pratiquement la température de celle-ci mais son humidité tend vers celle de l'air saturé à la température de la goutte. Il apparaît donc un gradient d'humidité dans l'air au voisinage de la goutte (dans la "couche limite"). C'est ce gradient qui permet à la vapeur d'eau formée à la surface de la goutte de diffuser "au large".
Très vite, la surface de la goutte atteint cette température de 67°C par contre, pour que la masse de la goutte atteigne cette température, il faut le temps que l'intérieur suive et ce temps dépend essentiellement de la masse de la goutte.
La température de 67°C en question n'est autre que la "température de bulbe humide" de l'air c'est-à-dire la température de l'air saturé de même enthalpie que l'air ambiant. C'est la température d'équilibre thermodynamique atteinte par la goutte durant la phase d'évaporation. Tant que la goutte s'évapore, cette température ne bouge plus. C'est aussi la température d'équilibre qu'indique un thermomètre lorsque son bulbe est recouvert d'un coton humide. En général on dira plus simplement "température humide", par opposition à la "température sèche" qu'indique un thermomètre à bulbe sec.
Il existe un hygromètre basé sur la mesure de ces deux températures :
· celle d'un thermomètre à bulbe sec : la température dite sèche ("ts");
· celle d'un thermomètre à bulbe humide : la température dite humide ("th" ou "tw").
Lorsque ces deux températures ont été mesurées, on trouve l'état de l'air humide (point rouge) dans le diagramme de Mollier à l'intersection de l'isotherme correspondante à la température sèche mesurée avec l'isenthalpique passant par le point vert. Ce point vert étant lui-même situé à l'intersection de la courbe de saturation (100%HR, rouge) avec l'isotherme correspondante à la température humide mesurée.
Dans le cas particulier où l'air est saturé (100%HR), la température humide est égale à la température sèche et elles sont toutes deux égales à la température de rosée.
Remarquons que, en toute rigueur, l'équilibre thermodynamique n'est jamais strictement réalisé puisqu'il y a précisément évaporation (de la goutte ou de l'humidité du coton). Comme expliqué au sujet de la notion de courbe de saturation de l'eau, l'équilibre strict nécessiterait que le flux d'évaporation soit égal au flux de condensation ce qui n'est manifestement plus le cas lorsqu'on sèche un produit. L'expérience des mesures industrielles montre cependant que le produit atteint et se maintient effectivement un certain temps à une température qui est très voisine de la température de l'air saturé de même enthalpie que l'air de séchage. De même il y a toujours un petit écart entre la température mesurée par un thermomètre à bulbe humide et la température de l'air saturé de même enthalpie que l'air loin du thermomètre (t° du point vert).
Nous avons mis en évidence les trois points importants qui caractérisent l'air humide :
· le point rouge = l'air chaud et humide qui est pulsé sur le produit à sécher;
· le point bleu = le point de rosée, en dessous de cette température il y a condensation et non évaporation (séchage). Ce point est à même humidité absolue que l'air de séchage (le point rouge);
· le point vert = le bulbe humide = l'air saturé de même enthalpie que l'air de séchage (point rouge).
Ces trois points forment un triangle dont le côté bleu peut être considéré comme étant la base. Dans ce cas, la hauteur de ce triangle n'est autre que la différence d'humidité absolue entre le point vert et le point rouge. Cette différence, qui est ici de 66 g/kg, constitue ce que l'on appelle le "potentiel de séchage" ou en anglais la "driving force" qui permet à la vapeur d'eau de diffuser depuis la surface dont elle provient, vers la masse d'air environnante.
Plus cette différence est grande, plus le séchage (de l'eau libre) est rapide. Cette différence est, pour le processus de séchage, l'analogue de l'écart de températures entre un fluide et une surface dans le processus de chauffe ou de refroidissement de cette surface par ce fluide (convection).
En principe, il faudrait préciser un peu les choses en observant les trois grandes phases d'un processus de séchage :
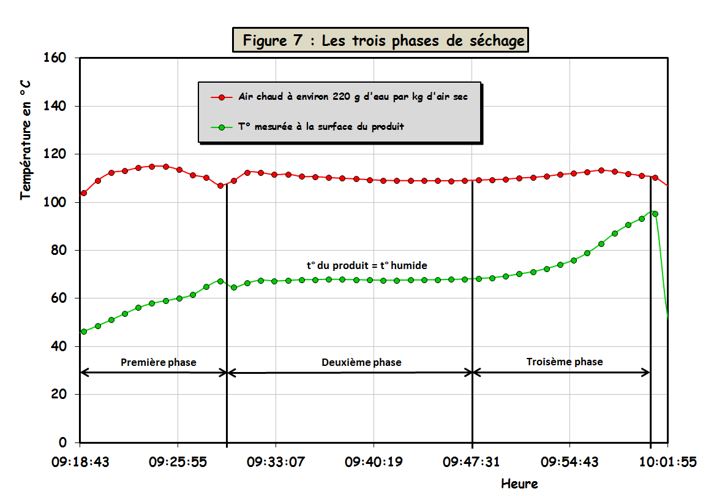
· durant la première phase, la surface du produit reste saturée en eau et la vitesse de séchage est entièrement conditionnée par le potentiel de séchage défini ci-dessus, c'est-à-dire par l'état de l'air de séchage. Tout se passe comme si l'on évaporait simplement une nappe d'eau;
· durant la deuxième phase, la surface est toujours chargée en eau mais la diffusion de l'eau au sein du produit limite l'acheminement de celle-ci du cœur du produit à sa surface et la vitesse de séchage chute en conséquence. Le potentiel de séchage de l'air chaud ne détermine plus à lui seul la vitesse de séchage mais le gradient d'humidité au sein du produit a également une influence sur cette vitesse. Durant cette phase, le produit reste à une température très proche de la température humide;
· durant la troisième phase, la diffusion de l'eau au sein du produit devient l'élément qui détermine entièrement la vitesse de séchage. En particulier, lorsque le produit contient de l'eau liée (le bois par exemple), il faut fournir de l'énergie à l'eau non seulement pour l'évaporer mais aussi pour rompre les liaisons existantes entre l'eau et la matière.
Notons au passage que lors de la deuxième et troisième phase, si l'évaporation en surface devient plus rapide que la diffusion de l'eau au sein du produit, il se forme une "peau sèche" à la surface du produit, ce qui brise la capillarité et donc la diffusion de l'eau du cœur vers la peau. On peut en arriver à sortir d'un sécheur un produit complètement sec en surface mais encore trop humide à cœur; il y a eu "sur-séchage" de la peau.
On notera également que, durant la première phase, le séchage ne commence qu'après la mise à température de l'eau de surface. Avant ça, comme expliqué dans le cas de la goutte qui tombe dans l'air chaud, il y aura condensation de l'humidité de l'air sur l'eau de surface.
Tant que la surface du produit reste saturée en eau, celle-ci se met en équilibre thermodynamique avec l'humidité de l'air pulsé c'est-à-dire qu'elle atteint et reste pendant une période plus ou moins longue à la température du bulbe humide. Tout se passe comme si le produit était lui-même un thermomètre humide : sa température est une image de l'état de l'air pulsé. Cette période couvre la première et, en partie, la deuxième phase de séchage. Ce n'est que lorsque la diffusion de l'eau au sein du produit devient trop lente par rapport à l'évaporation en surface, que la température du produit remonte progressivement et tend vers la température (sèche) de l'air de séchage.
Nous pouvons maintenant exploiter le triangle "rouge-bleu-vert" défini ci-dessus pour comprendre comment réduire la consommation d'énergie d'un sécheur.
4. La recirculation de l'air
La configuration de la figure 1 présentée dans notre introduction est loin d'être optimum. On voit en effet que l'air neuf est chauffé, circule une seule fois dans le sécheur et est aussitôt extrait. Le débit d'air de ce sécheur doit être suffisant que pour permettre de souffler correctement sur toute la surface du produit, pour forcer la convection et obtenir une vitesse de séchage acceptable. En général, cette conception conduit à extraire de l'air qui est loin d'être saturé en vapeur d'eau et la consommation d'énergie sera élevée. Toutefois, si le produit présente une très grande surface de contact avec l'air chaud, par exemple dans un atomiseur (séchage des poudres), l'air extrait sera quasi saturé en vapeur d'eau et la consommation sera minimisée.
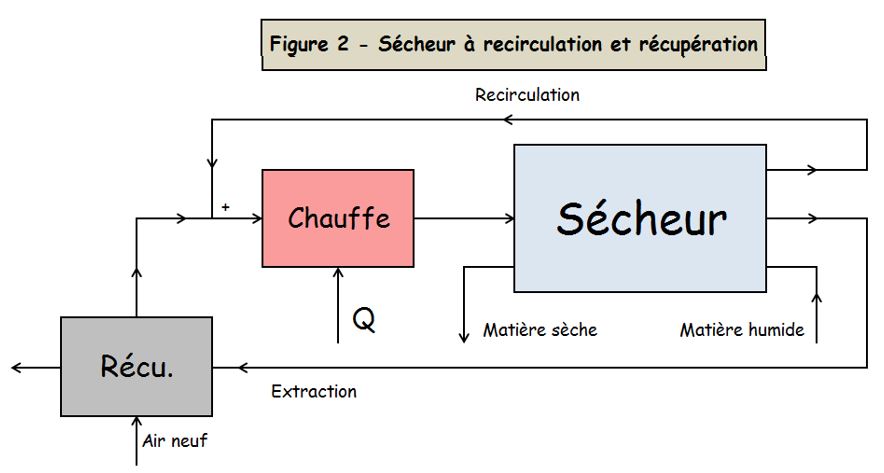
En réalité, la plupart des sécheurs à air chaud sont conçus pour permettre la recirculation de l'air comme schématisé ici :
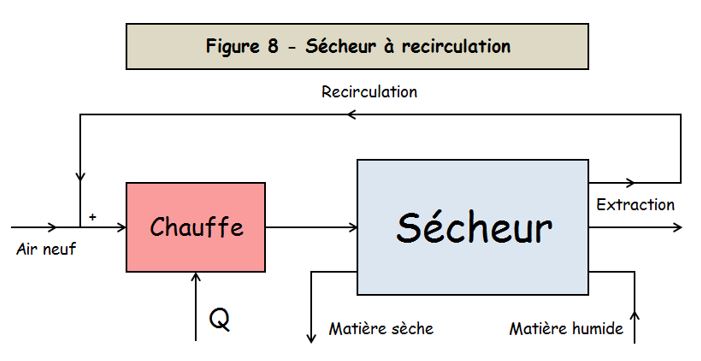
Dans ce cas, la majeure partie de l'air "tourne en rond" et seul un petit débit d'air est extrait et remplacé par de l'air neuf (froid et "sec"). Ceci permet de remettre l'air en contact avec le produit à plusieurs reprises et de le rapprocher de la saturation. Le temps de séjour moyen de l'air dans le sécheur est nettement augmenté et la petite quantité d'air extraite est mieux chargée en vapeur d'eau. On distingue bien ici les deux fonctions de l'air de séchage déjà évoquée dans notre introduction : provoquer l'évaporation de l'eau à la surface du produit et évacuer la vapeur d'eau à l'extérieur du sécheur. La recirculation permet de dissocier ces deux fonctions et d'optimiser le renouvellement de l'air dans le sécheur et, par là, de réduire autant que possible la consommation d'énergie du système de chauffage qu'il soit direct ou indirect.
Voyons ce que la recirculation modifie dans notre diagramme de Mollier :
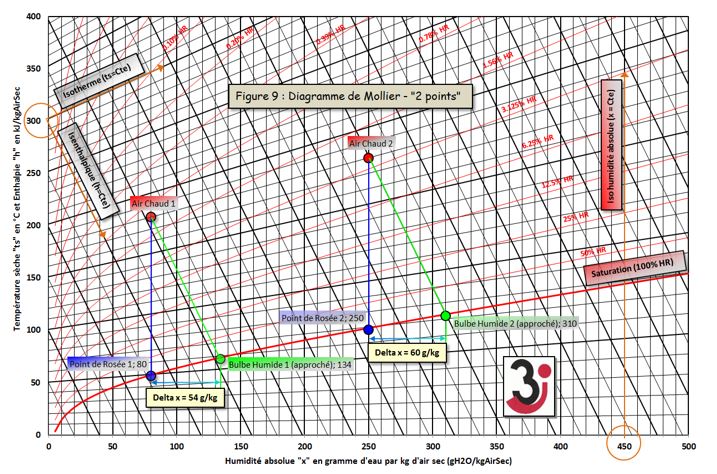
Deux situations sont représentées sur ce diagramme :
· "Air chaud 1" : 180°C et 80 g/kg soit 1.2%HR;
· "Air chaud 2" : 180°C et 250 g/kg soit 2.9%HR.
On voit que dans le premier cas, le potentiel de séchage est de 54 g/kg tandis que dans le second, ce potentiel atteint 60 g/kg. Ceci montre que ce n'est pas parce que l'air est plus humide que le potentiel, et donc la vitesse de séchage, est plus faible. Au contraire même, le potentiel de séchage est ici plus élevé dans le cas de l'air plus humide.
Cette tendance, valable en principe uniquement à l'équilibre thermodynamique, peut être généralisée en traçant un diagramme dont l'abscisse est l'humidité absolue "x" de l'air de séchage et l'ordonnée est le potentiel de séchage de l'air à température donnée (courbes paramétriques, une courbe (x variable) par t° donnée pour notre "point rouge") :
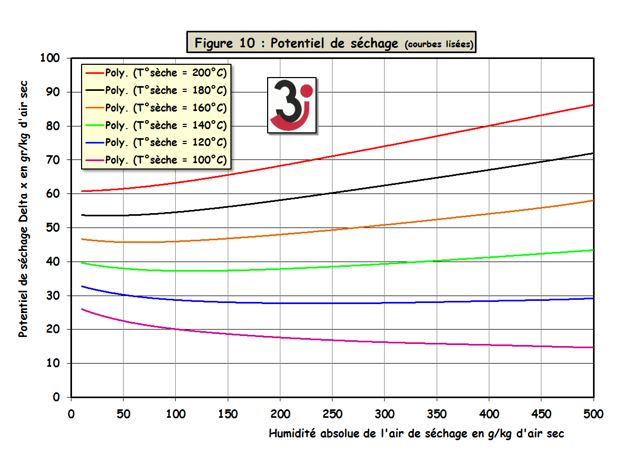
Ce que l'on vient de voir dans le diagramme de Mollier dans les deux cas ci-avant, est donc bien une tendance générale : dès que l'air de séchage est à plus de 140°C et qu'il contient plus de 50 ... 100 g de vapeur d'eau par kg d'air sec, plus celui-ci est humide, plus le potentiel et donc la vitesse de séchage est élevée. Ceci résulte, comme on le voit aussi dans le diagramme de Mollier, du fait que, à une température d'air donnée, plus le point rouge se déplace vers la droite, plus la distance entre ce point et la courbe de saturation est grande. Cette distance impacte directement la "hauteur" (le potentiel) de notre triangle "rouge-bleu-vert" puisque, au-delà de 140°C environ, les isothermes s'écartent de la courbe de saturation lorsque l'humidité augmente. Les isothermes forment en effet un réseau de droites divergentes et ceci résulte physiquement du fait que la chaleur massique de la vapeur d'eau est presque deux fois plus élevée que celle de l'air sec. La chaleur sensible de l'air humide qui contribue au séchage isenthalpique n'est pas seulement celle de l'air sec mais aussi celle de vapeur d'eau. Ainsi, à une température donnée, la chaleur massique de l'air humide augmente avec l'humidité absolue. Comme au voisinage de la surface du produit, le séchage est un processus isenthalpique (l'air "échange" de la chaleur sensible "contre" de la vapeur d'eau en maintenant son enthalpie constante), plus l'air est humide, plus son potentiel de séchage est grand.
On s'aperçoit aussi que, dès 120°C, lorsque l'humidité absolue augmente, le potentiel ne varie quasi pas tandis qu'à 100°C il ne chute que légèrement.
Ainsi, tant que la surface du produit reste saturée en eau, une réduction du débit d'extraction d'un sécheur à recirculation n'a que peu ou pas d'effet sur la vitesse de séchage et donc aussi sur la capacité de production. On extrait ainsi moins d'air mieux saturé ce qui réduit la consommation d'énergie.
Par exemple, un sécheur dont on extrait 10000 Nm³/h d'air saturé correspondant au premier cas ci-dessus (air saturé à 58°C environ, voir le diagramme de Mollier) évacuerait environ 1.3 t/h d'eau. Pour évacuer la même quantité d'eau au moyen d'air saturé correspondant au second cas ci-dessus (air saturé à 72°C environ) il ne faudrait plus extraire que 5000 Nm³/h d'air saturé. Ainsi le débit d'air neuf (quasi sec) qu'il faut réchauffer passe de 8200 Nm³/h dans le premier cas à 3400 Nm³/h dans le second et la puissance requise pour amener l'air neuf à 180°C passe de 500 kW à 200 kW environ soit un gain de 60% sur la puissance de chauffe de l'air neuf.
Il existe bien sûr des facteurs qui limitent la possibilité d'augmenter le taux de recirculation et de réduire le débit d'extraction, par exemple :
· plus l'humidité de l'air de séchage est élevée, plus la température du bulbe humide (point vert) est également élevée. Si le produit ne supporte pas une température plus élevée (des aliments par exemple), il ne peut pas augmenter l'humidité de l'air de séchage;
· plus l'humidité de l'air de séchage est élevée, plus la température de rosée est également élevée. Si le sécheur est mal isolé ou s'il présente des ponts thermiques majeurs, il pourrait y avoir de la condensation et une détérioration plus rapide de la structure ou des panneaux isolants.
5. La récupération
Pour réduire la consommation d'énergie d'un sécheur, après avoir optimisé la recirculation et l'extraction d'air, il reste la voie de la récupération de chaleur sur l'air extrait. Il s'agit de préchauffer l'air neuf au moyen d'un échangeur récupérateur dans lequel on refroidit l'air extrait en y condensant une partie de la vapeur extraite du sécheur.
C'est la configuration illustrée à la figure 2 de notre introduction.
Il faut être attentif au fait que l'air humide, même "pas très chaud" recèle souvent beaucoup d'énergie. La chaleur latente de la vapeur d'eau présente dans l'air constitue un grand potentiel de récupération. En effet, le refroidissement de l'air sec apporte environ 1 kJ par kg et par degré ("Cp"), celui de la vapeur représente environ 1.9 kJ par kg et par degré alors que la condensation de cette même vapeur d'eau représente environ 2500 kJ par kg. On peut donc observer à l'aide du diagramme de Mollier que :
· l'air humide saturé à 50°C a la même enthalpie que l'air sec à 270°C;
· l'air humide saturé à 60°C a la même enthalpie que l'air sec à 450°C.
Considérons par exemple un débit d'air de 10000 Nm³/h à 80°C et 40 g/kg (seulement). Sa température de rosée est de 37°C environ et son enthalpie s'élève à 187 kJ/kg. Comme la température de rosée est nettement supérieure à la température de l'air atmosphérique, surtout en hiver, il y aura condensation d'humidité dans le récupérateur. Si, à la limite, cet air sort de l'échangeur par exemple à 30°C et à l'état saturé (100%HR), son humidité absolue ne sera plus que de 27 g/kg et son enthalpie aura chuté à 100 kJ/kg. On peut alors calculer que la puissance récupérée atteint 300 kW environ. Si l'air extrait contenait maintenant 200 g de vapeur d'eau par kg d'air sec, cette puissance passerait, toujours en refroidissant l'air jusqu'à 30°C, à quelques 1400 kW soit près de 5 fois plus que dans le cas de l'air à 40 g/kg.
Bien sûr pour augmenter l'humidité de l'air extrait, il faut réduire le débit d'extraction (voir plus haut) et, sur un sécheur donné, il y a un potentiel de récupération donné. Par contre, augmenter la recirculation revient à diminuer le débit extrait, à augmenter son humidité et donc aussi l'incidence de la condensation ce qui permet de réduire considérablement la taille de l'échangeur récupérateur et donc aussi son coût.
6. Conclusions
Certains sécheurs, dans lesquels le produit à sécher présente une très grande surface de contact avec l'air chaud, permettent d'extraire un air fortement chargé en vapeur d'eau sans qu'une recirculation soit nécessaire. C'est notamment le cas pour le séchage des poudres par atomisation. Lorsqu'il s'agit du séchage d'un produit qui ne présente pas une très grande surface de contact avec l'air chaud, il est important de s'interroger sur le taux de recirculation et sur l'humidité de l'air extrait. Mieux saturer l'air dans le sécheur et réduire en conséquence les débits d'air extrait et d'air neuf permet en principe une nette réduction de la consommation d'énergie nécessaire au chauffage de l'air.
Contrairement à une croyance fortement répandue, dès que la température de l'air de séchage dépasse 120 ... 140°C, une augmentation du taux de recirculation et, par-là, une augmentation de l'humidité de l'air, n'implique pas forcément une réduction de la vitesse de séchage et de la productivité. Dans la phase d'évaporation durant laquelle la surface du produit reste saturée en eau, la vitesse de séchage augmente même légèrement lorsque l'air est plus humide.
Néanmoins, l'optimisation du taux de recirculation et de l'extraction d'air doit faire l'objet d'une analyse cas par cas puisque les contraintes dues au produit lui-même, au séchage de l'eau liée ou au risque de sur-séchage de la surface du produit impliquent le plus souvent de limiter la vitesse de séchage. On doit en général adapter de manière dynamique le taux de recirculation en fonction des phases de séchage.
Le préchauffage de l'air neuf par récupération de chaleur sur l'air extrait constitue également un potentiel important en matière d'économie d'énergie. Même si l'air est extrait à basse température, il ne faut jamais oublier que la possibilité de condenser une partie de l'humidité de cet air augmente fortement la quantité d'énergie potentiellement disponible. Rappelons par exemple que l'air saturé à 60°C contient autant d'énergie que l'air sec à 450°C.
Outre l'optimisation de la recirculation et la récupération de chaleur sur l'air extrait, il ne faut pas perdre de vue les autres actions à envisager :
· réduire autant que possible les entrées d'air parasite (étanchéité et réglage de la pression dans la chambre);
· améliorer l'isolation et supprimer les ponts thermiques;
· remplacer le chauffage indirect (à la vapeur par exemple) par un chauffage direct (au gaz naturel typiquement).
 facilitateur.info
facilitateur.info